�R��ɽ��ꖺ������ȡ���������g��ʩ
���ٙ�Ŀ����ͨ�\ݔՓ�� �l(f��)�����ڣ�2010-08-27 10:08 ��ȣ�
������ժҪ��ꖺ������ȡ���ʒ��タ�Ϳ��g�����Y�����������Ť�������档�����pӯ���^����������s���|��Ҫ��ߡ������y�ȴ�ͨ�^���ȵ��о��͌������^�̵Ŀ��Y��ȡ����䓽Y�����ͼ������һЩ��(j��ng)�ɞ�ͬ���ṩ������
�������P�I�~�����Y�������ΈD�D����̥�ܣ������p���Aƴ�b
����1. ���̸śr
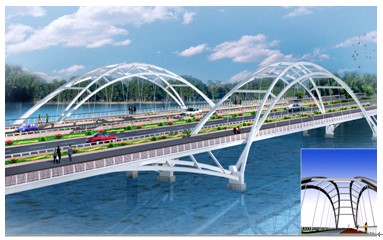
����ꖺ������λ���R��ɽ�н��|������ڣ����A·���|�h(hu��n)·����Խꖺ���̎����Y����������䓹���+�B�m(x��)�����������֞骚�������������g������A�����������Y���И��p��6܇�������C��܇�v��ʹ��߅��λ���И���Ȳ���������䓹���ȫ䓽Y���������pӯ���^���珽���Þ�24m��30m+90m+30m+24m���Θ�ȫ�L198m���Y����12.3m��90m�������Ƭ���タ����买�߽M�ɿ��g�����Y�����ȡ���߷քe��18m��22m�ɷN���ɂ�30m�������Ƭ�뒁�タ����买�߽M�ɿ��g�����Y����24m߅���ƽ��磬���ڃ�(y��u)���������w������߅��龰�^�����˺ͷǙC��܇�v��ʹ��
���� 
����2. �ء��y�c����
����2.1�ء��y�c֮һ�����タ���w���ΈD�D�������タ���w���S������(sh��)���Ӌ��珽90m������22m������������형r�Ť�D40°��֮����������w�ȃA15°���ȹ�Ӌ��珽90m������18m������������형r�Ť�D30°��֮����������w�ȃA5°������(sh��)��(j��)��ꖺ������䓽Y�����������y�����Ę������g����(sh��)������䓽Y��Ԕ�D�ܛ��XSteel�����ṩ�Ķ���Ԕ�Dδ�ܽ�Q���w�ڰ��չ�_�Řӡ�Ŀǰ��䓽Y���ӹ��ИI(y��)Ҳ�]�аl(f��)�F(xi��n)������ij����O�䣬��ˣ������g�����Ĺ��w����չ�_����չ�_���ƽ���ļӹ��ɿ��g���Ͱ��Ǵ˴�䓽Y�������ɔ����P�I��
����2.2�ء��y�c֮�������w�������g�����ڃȡ���Y�����α��^���⣬���ι��ߞ��p��������׃�μӹ����M�b������׃�ο������DZ������ش��y�c��
����3. �P�I���g
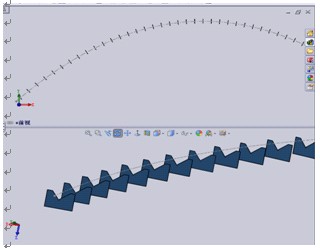
����3.1���タ���w���ΈD�D�������ڹ��w�Ŀ��g�������L�����^���y(t��ng)���ֹ��k�����c���Lչ�_�Řӣ��������η�չ�_�����侫�ȡ��ٶȺ�Ч���Ѳ��ܝM�㹤�̵�Ҫ����(j��)�F(xi��n)�е�3D����ܛ��SolidWorks2009��ͨ�^���̈D���o���Ĺ��w�S���Ē��タ��ʽ�����w����ߴ缰Ҫ����(sh��)��(j��)����ܛ���������Sģ�͡�
���� 
������
������3.1.2ͨ�^�\��SolidWorks���3DQuickQuote������Ό����wչ�_������픰���������x����һ�ι��w��픰��棬Ȼ���O��չ�_�����棬�\�м����γ�չ�_݆������������ƣ��γ�������݆����Ȼ�ˌ���AutoCAD���M�о����γɿ��ÈD�Ρ�
����3.2�ȡ���������g���ȡ��������ˇ���̣�ԭ���ϙz���衢����→��(sh��)������→̥������→��픰��b��→���¸����b��→���ȏ����Q��M���桢ͨ�L�ӄ����b��→�ϸ����b��→���ȸ��塢�v��ӄ��ߺ���→���װ��b��→�z�ϸ����̥��→�ĵ����p����→��̥��ƴ�b�z�→��̥���M���µ�����
����3.2.1̥���������F(xi��n)�����ơ�̥�����ڹ��εĽM�b���κ����ꮅ���Aƴ�b�����ڃȡ���珽����90m�����߷քe��18m��20m���N��̥�ܲ��O��e�^����ˌ��S����e��һ����Ҫ��ˣ�����Ҫ����(j��)�S����r���A���^(q��)����ƽ������ϵ������ʯ�Ҿ����Ԙ��R�����S���ľ�λ�ã����S���ľ���(j��ng)�^̎��������O䓰����I(y��)ƽ�_���̶��ι̡�����(j��)���w�����S�����Ƚ��揝�������c�������I(y��)ƽ�_�Ϸų����w�����S���ؘӣ��������w�����S�������c����������̥ģ���Ͱ�Ķ�λ�c����λ�˸ߺ��w�ȸ���Ķ�λ�����鱣�C̥ģ���Ͱ�Ĝʴ_�ͽy(t��ng)һ�ԣ������Ô�(sh��)���и����ϡ�̥�ܾ�λ��z�鶨λƫ���һƬ̥���c���һƬ̥�ܵĸ߲�ô���10mm������̥�ܵĶ�λƫ��ô���2mm��̥�ܾ�λ�z���ꮅ����̶������ι̡�
����
����
���� 
����
����
��������3.2.2�ȡ�����Ͽ��ơ����ڃȡ���Π����⣬���㡢�������ȫ�����Ô�(sh��)���и�C���ϡ�����ǰ�����g�ˆT����(j��)������r�ƶ����Ϲ�P�������ˆTҪ�J��z���O������ܣ��l(f��)�F(xi��n)�����������ԙz��������ÿ�������ϽY���������M���יz����(j��ng)�|���z��o�`�ɳ��������ϡ�ÿ�K�㡢�������Ϻ����ˆTҪ��Ԕ���Ę��R���������|���t��̖�������̖�����a�����R���������á�
����3.2.3�ȡ�����w����ƴ�b���Ӽ��g�����ڃȡ���珽�^����(j��)�����^Сԭ�t��ȡ���OӋ���Tͬ�⣬���ȡ�����֞鲻ͬ�ij��S��Ԫ���ȹ��˜ʶη֞�5�Σ����σɶ˹��_����7��������Ԫ���ֶ�����L��L��18727mm����11t����С�L��L��16265mm����10t�����_�L��L��4217mm����3.5t����˜ʶη֞�5�����S��Ԫ���ֶ�����L��L��24171mm����14t����С�L��L��16261mm����10t������(j��)�ֶ��L�ȣ�����(j��)���õ��Ⱥ�ԭ�t�������w�����M��ƴ�b�ͺ��ӡ��@һ������Ҫץס���������c��1������ƴ���ϲ��������wͬһ�����ϣ�Ҫ��e�_200mm��ÿһ�K����ӿpҲ�����c���w�ȸ����ؿp��2������ӿp�r����(j��)�ֶλ���Ҫ�������O���S������ƽ�_���O��ʸ�߿��ƾ����������I(y��)�^�̼ӏ����ơ�3�����w�ϡ��¸�����Ϻ��ӳ��ͺ���Ҫ����ȴ�����¿ڣ����w�µװ���Ϻ��ӳ��ͺ���Ҫ�ڶ��ȴ�����¿ڡ���������������鮐�����棬ͨ�����¿���ʽ�o���M��Ҫ����ˣ�����φ12䓽������Ҫ���c����Ҫ���¿ڵ�䓰���棬�Ƴɰ��Ԅ��и�CС܇܉����ʹ�ð��Ԅ��и�C�и��¿ڣ�����¿ں���ĥ��C���䓰���溸�c��
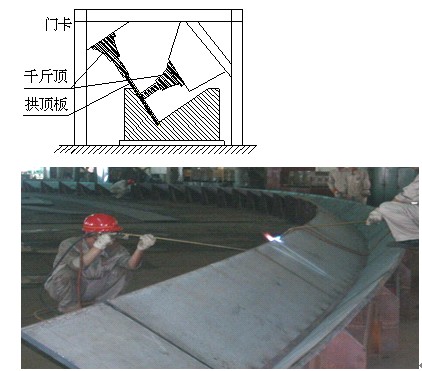
����3.2.4�ȡ���b�似�g��1���ڹ�̥ģ���Ͱ嶨λ��У���ꮅ���Թ��w�����S�������c����ʣ��A�b���w��픰壬ͨ�^�m��?sh��)Ļ���C�������ֲ��c����ģ�岻���|�ĵط��C����λ��2���A�b�¸��壬���ֲ��c����ģ�岻���|�ĵط����m��?sh��)Ļ���C����λ��Ȼ���c��픰��M�ж�λ���ӹ̡�3�����ؘ��ϵĹ��w�ȸ���Ķ�λ��������픰弰�¸����ϣ������ȏ����Q��ȸ�����¸���ͨ�L�ӄ��߽M�b�c���ϣ��鱣�C���w�µװ������b�䣬��δ�b���ϸ���֮ǰ�Ȍ��µװ����̥ģ�ϣ���(j��ng)�ӹ����C���c̥ģ��ȫ���Ϻ��x̥ģ��Ȼ���ٽM�b�ϸ��塣4���ϸ���M�b�C��������Ό������Q��M�����c픰塢���¸��庸�ӣ��ٌ��¸���ͨ�L�ӄ����c�¸��庸�ӣ�Ȼ���ٌ��ϸ���ͨ�L�ӄ��߽M�b��λ�����ӡ�5���µװ��λ�b�䣬�����T�ܡ�ǧ��픲��o������C�������µװ�C����λ���c�ϡ��¸����c���ι̣����ˣ�һ鯹��b������Y����ͨ�^�|����պ�Ϳɵ���̥���M�������p���ӡ��ڹ��M�b�r߀���Pע��ʹ�û����C�����ܓp��ĸ�ģ��ӟ�Ĝضȑ�������900�����£�������ˮ���䡣�C��������Sƫ�����GB50205-2001��7.3.5�е�Ҫ��
���� 
����3.2.4�ȡ�������p���ӡ������p������Ҫ�ж���P�I�c��1.��α��Cÿһ�����ėl�����p�|����һ��̽���p��2.��α��C���Ӻ�ÿһ���β�׃�λ�׃���^С�����˱��C�����p�|��������(j��)���ӹ�ˇ�u���_�����ӷ��������w�ȼ���壬�ÚⱣ����ף���������Ҫ���әC�ߣ����Æ��溸�p����ͼ��g����Ҫ���Ӆ���(sh��)���±���
����  ����
����
����1����ף� �Ᵽ�� 250��260 28��30
����2 �� 550��600 26��28 28
����3��4 �� 600��650 30��32 28
����5��6 �� 600 28��30 28
�������ƺ��������p�r׃�ε���÷�����ÿһ�麸�p���ӽY����ÿһ���ΰ���형rᘻ���rᘣ�ͬһ�����ԣ�Ҫ���D�Q����һ�����p���ӣ��@�Ӳ�ͣ�ķ��D������Ч����׃�Ρ�
����3.2.5���w�����ꮅ�����w���Κwλ��̥���M�����w�Aƴ�b�����оֲ�����׃�ε��M�гC��������ʽ�����T�ܲ��o��ǧ��픡����桢����M�гC����Ȼ���c���w�B�ӵ��L�Ρ����g(li��n)ϵ���Ș����Ķ�λ���Øӛ_�ˮ��ڹ��w���棬��̥ģ�ؘ��г��A�����͌����w�ΰ��D�M�И�����̖����������ȫ���Y����(j��ng)�|����պϸͿɌ�ÿһ���ε���̥���M�����ᡣ
����4. �YՓ
����ꖺ����������(j��ng)�^�����¾o����������ȫ���Y������(j��ng)�^ȫ�w����(zh��n)�ˆT�����OӋ���������������_������ԓ�Ŀȡ�ÈA�M�ɹ����ȡ����Ӌ48��(ji��)���Σ������pһ�γ�����100%�������Aƴ�b�r���ٲ��օ^(q��)������׃���⣬�^�ֹ��α����OӋ��B(t��i)���e�Ǜ]�Ю��������ĵ�Ť��׃�ΰl(f��)�������w�Aƴ�bЧ��Ҳ�dz����롣���ã����ɵ�ꖺ������“����һ֦��”����һ�����⡣
���������īI��
������1��������䓽Y�����Ӽ��gҎ(gu��)�̡�JGJ81-2002
������2�����ͺϽ�ߏ��ȽY��䓡�GB/T1591—1994
������3�����ۻ�����䓽z��GB/T14957—94
������4�������w���o����䓽z��GB/T14958—94
������5�����ͺϽ��������GB12470
������6������ۻ������ӽ��^�侀������|���ּ���GB3323
������7����䓺��p�ֹ�����̽��������̽���Y���ּ���GB11345
������8�����F·䓘�����Ҏ(gu��)����TB10212-98
������9���������|�����C��GB/T1247��12469
����
�����}���R��ɽ��ꖺ������ȡ���������g��ʩ
�D�dՈע�����ԣ�http://www.wangshangbanli.cn/fblw/ligong/jiaotongyunshu/2292.html
���P���}���
�zӰˇ�g�I��AHCI�ڿ����]��Phot...�Pע:105
Nature���¶��W���ӿ�Nature Com...�Pע:152
��С�W�̎�ֵ���˽⣬�@Щ�����W...�Pע:47
2025�ꌑ����WՓ�Ŀ����õ�19��...�Pע:192
�y�L�I��Ƽ������ڿ��x�� �p����...�Pע:64
���r�_Փ�ęz���C������Ҫ�Pע:52
�Ї�ˮ�a(ch��n)�ƌW�ڿ��Ǻ����ڿ����Pע:54
���H������Ҫ�˽�Ć��}����Pע:58
���������ܷ��u�Q���Pע:48
��ŌW����Щ��Ͷ���SCI�ڿ���ֵ...�Pע:66
ͨ�Ź����ИI(y��)Փ���x�}�Pע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�Pע:121
�u�Q�l(f��)Փ�ĺ�߀�dz������Pע:68
��ӡ���Y����Ҫ�D�d��Դ�ڿ���...�Pע:51
����Փ�ķ���
�����OӋՓ�� ����Ҏ(gu��)��Փ�� �V�I(y��)Փ�� �C�һ�w��Փ�� ���bՓ�� ��ͨ�\ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅӻ�Փ�� ܇�vՓ�� ұ��Փ�� ���I(y��)�OӋՓ�� �CеՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^(q��)
- MEAT SCIENCE�ڿ������п�Ժ�օ^(q��)
- MECCANICA�п�Ժ�ׅ^(q��)
- MECHANICAL ENGINEERING�п�Ժ�օ^(q��)
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^(q��)
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^(q��)
- Mechanics of Solids�п�Ժ�օ^(q��)
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^(q��)
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^(q��)
- MECHATRONICS�s־���п�Ժ�ׅ^(q��)